 BASICS
BASICS Boosting
the productivity and capacity of technical installations and machinery
leads to increased demands on components. A key to protecting surfaces
against such high stresses is thermal spraying.
Boosting
the productivity and capacity of technical installations and machinery
leads to increased demands on components. A key to protecting surfaces
against such high stresses is thermal spraying.
In recent years, thermal spraying has become increasingly important,
both in the manufacturing of new parts and in the repair of existing
parts.
Thermal spraying is a surface coating technology which combines a
variety of positive characteristics. Its special features testify to
this:
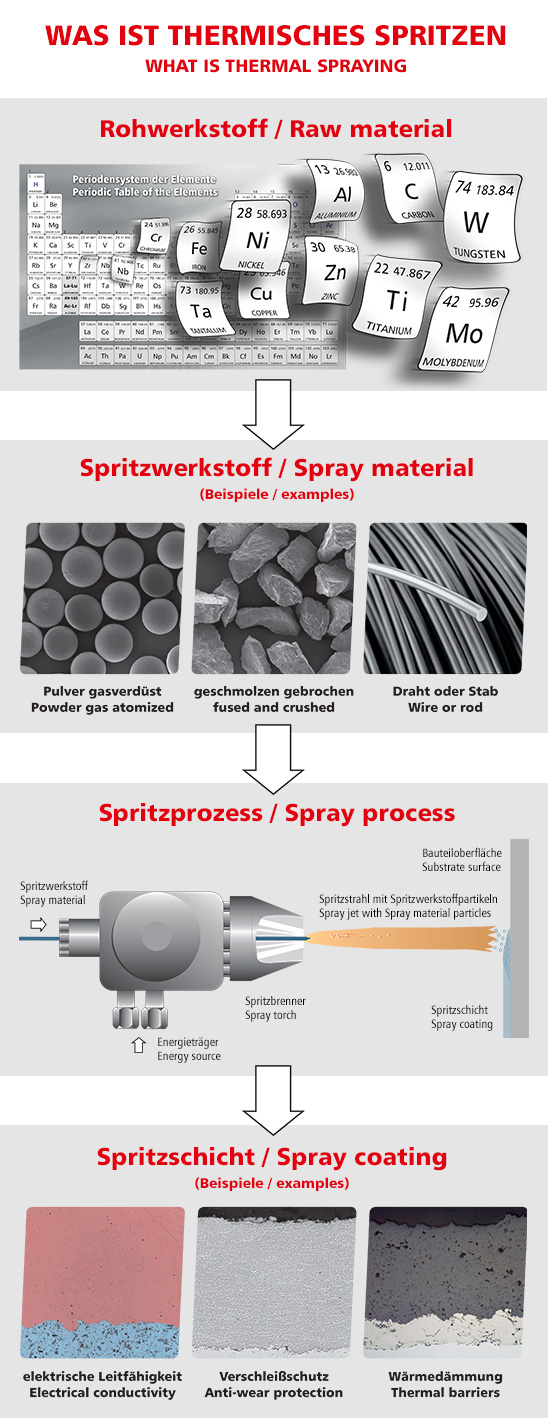
Differentiation of the Thermal Spray Processes
By virtue of their process-related properties, the individual thermal spray processes do not compete for applications, but instead complement each other. In order to produce spray coatings, all thermal spray processes require two types of energy: Thermal energy and kinetic energy.
The energy sources currently in use are the oxy-fuel-gas flame, the electric arc, the plasma jet, the laser beam and gas heated to approx. 600°C. Thermal energy is needed to melt or fuse the spray material. Kinetic energy, coupled to the particle velocity, influences the coating density, the bond strength of the coating itself and the bond strength of the coating to the base material. The kinetic energy in the different thermal spray processes varies greatly and also depends on the coating material and particle size.
Thermal Spray ProcessesFlame Spraying with Wire or RodIn wire or rod flame spraying, the spray material is continuously
melted in the centre of an oxy-acetylene flame. With the aid of an
atomizing gas such as compressed air or nitrogen, the droplet-shaped
spray particles are discharged from the melting zone and propelled onto
the prepared workpiece surface.
Flame spraying with wire is a widely applied method with a very high
coating quality standard. In the automotive industry, for example,
several hundred tons of molybdenum, per year, are used to coat gear
selector forks, synchronizing rings or piston rings.
Flame Spraying with Wire
(1) Acetylene / oxygen (2) Wire or rod
(3) Torch nozzle
(4) Oxy-acetylene flame and spray particles (5) Workpiece
Flame Spraying with PowderIn powder flame spraying, the spray material in powder form is melted
or fused in an oxy-acetylene flame and propelled onto the prepared
workpiece surface with the aid of expanding combustion gases.
If necessary, an additional gas (e.g. nitrogen) can be used to
accelerate the powder particles. The range of spray powders available is
enormous, comprising well over 350 different types.
Powders are classified as self-fluxing and self-adhering. Self-fluxing
powders normally require additional thermal post-treatment. In most
cases, this "fusing" step is carried out using oxy-acetylene torches,
which are extremely well-suited to this task.
The adhesion of the spray coating to the base material is greatly
enhanced by the heat treatment, rendering it impervious to gases and
liquids.
Applications include shaft sleeves, roll-table rollers, bearing seats,
ventilating fans, extruder screw rotors.
 |
 |
| Flame spraying with powder (1) Acetylene / oxygen (2) Powder hopper (3) Torch nozzle (4) Carrier gas + powder (5) Oxy-acetylene flame and spray particles (6) Workpiece |
Fusing with oxy-acetylene flame |
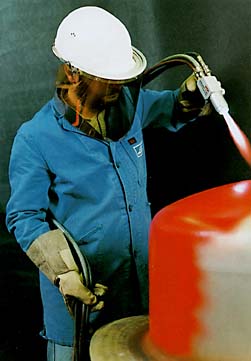
Flame Spraying with PlasticsIn flame spraying with plastics, the plastic coating material does
not come into direct contact with the oxyacetylene flame. A powder-feed
nozzle is located in the centre of the flame spray gun. This is
surrounded by two ring-shaped nozzle outlets, the inner ring being for
air or an inert gas and the outer ring for the thermal energy source,
i.e. the oxy-acetylene flame.
The plastic coating material is there-fore not melted directly by the
flame, but by the heated air and radiation heat. The mobility of flame
spraying with plastics, e.g. its use on-site, makes it increasingly
versatile in its application.
Applications include every kind of railing, feed-through pipes in walls,
drinking-water tanks, garden furniture, swimming-pool markings, and the
coating of recycled plastic components.
Coating a vessel for the chemical industry using flame spraying with
plastics.
 |
 |
| Flame spraying with plastics (1) Acetylene / oxygen (2) Plastic granulate (3) Torch nozzle (4) Air blanket (5) Oxy-acetylene flame (6) Melted plastic (7) Workpiece |
Flame Spraying with Plastics of a tank for the chemical industry |
High Velocity Oxy-Fuel Flame Spraying (HVOF)High velocity oxy-fuel spraying involves a continuous gas combustion
under high pressure in a combustion chamber. The spray material, in
powder form, is fed into the central axis of the chamber. The high
pressure of the oxyfuel gas mixture produced in the combustion chamber -
and in the expansion nozzle which is usually located down-stream of the
chamber — in turn produces the desired high flow velocity in the gas
jet. In this way, the spray particles are accelerated to high
velocities, leading to exceptionally dense spray coatings with excellent
adhesion. Due to the sufficient but moderate heat input, the spray
material undergoes only slight metallurgical changes as a result of the
spray process, e.g. minimal formation of mixed carbides. With this
method, extremely thin coatings with a high dimensional accuracy can be
produced.
The fuel gases which can be used are propane, propylene, ethene,
acetylene and hydrogen.
Applications include sliding surfaces of steam irons, rollers for the
photo-graphic industry, machine parts for the petrochemical and chemical
industry, e.g. pumps, slides, ball valves, mechanical sealings, Kaplan
blades, every kind of anti-wear protection, also in connection with
anti-corrosion protection, electrically insulating coatings (oxides).
 |
| HVOF spraying (1) Oxy-fuel (2) Powder + carrier gas (3) Torch nozzle with or without water cooling (4) Oxy-fuel flame and spray particles (5) Workpiece |

Shock diamonds in high velocity oxy-fuel spraying
Detonation Flame Spraying (Shock-wave flame spraying)Detonation flame spraying is an intermittent spray process. The
so-called detonation gun consists of a discharge pipe with a combustion
chamber at one end. A mixture of acetylene, oxygen and spray powder is
fed into the chamber and detonated using a spark. The shock wave
produced in the pipe accelerates the spray particles. These are then
heated at the front of the flame and propelled at high speed in a
focused jet onto the prepared workpiece surface. After each detonation,
the combustion chamber and the pipe are purged with nitrogen. The very
high quality standard of these spray coatings generally justify the
higher costs involved in this process.
Applications include pump plungers in gas compressors and pumps, rotors
in steam turbines, gas compressors or expansion turbines, and in
papermaking machinery, the rolls used in wet areas of the production
process and calendar rolls.
Detonation flame spraying
(1) Acetylene (2) Oxygen (3) Nitrogen (4) Spray
powder
(5) Detonator (6) Water-cooled discharge pipe (7) Workpiece
Plasma SprayingIn plasma spraying, the spray material, in powder form, is melted by
a plasma jet in or outside the spray gun and propelled onto the
workpiece surface. The plasma is produced by an arc which is constricted
and burns in argon, helium, nitrogen, hydrogen or their mixtures. This
causes the gases to dissociate and ionize; they attain high discharge
velocities and, on recombination, transfer their thermal energy to the
spray particles.
The arc is not transferred, i.e. it burns inside the spray gun between a
centred electrode (cathode) and the water-cooled spray nozzle forming
the anode. The process is applied in a normal atmosphere, in a shroud
gas stream, i.e. inert atmosphere (e.g. argon), in a vacuum and under
water. A high-velocity plasma can also be produced by means of a
specially shaped nozzle attachment.
Applications include the aerospace industry (e.g. turbine blades and
abradable surfaces), medical technology (implants) and thermal barrier
coatings.
 |
 |
| Plasma spraying (1) Rare gas (2) Cooling water (3) Direct current (4) Powdered spray material (5) Cathode (6) Anode (7) Workpiece |
Plasma spraying of a paper roll |
Laser CladdingIn laser cladding, a powdered spray material is fed into a laser beam
via a suitable powder nozzle. By means of laser radiation, both the
powder and a minimal proportion of the base material surface
(micro-zone) are melted and the spray material and the base material are
metallurgically bonded. A shroud gas serves to protect the melt pool.
One application for laser cladding is the partial coating of stamping,
bending and cutting tools.
 |
Laser Cladding (1) Laser beam (2) Shroud gas (3) Powder (4) Workpiece |
Arc
SprayingIn arc spraying, two similar or different types of spray material in
wire form are melted off in an arc and propelled onto the prepared
workpiece surface by means of an atomizing gas, e.g. compressed air. Arc
spraying is a high-performance wire spraying process in which only
electrically conductive coating materials can be used, however.
When using nitrogen, argon or nitrogen / oxygen mixtures as the
atomizing gas, oxidation of the materials can largely be prevented,
respectively, specific coating properties can be achieved.
Applications include large-area coating of vessels, anti-corrosion
protection, bond coatings, cylinder liners, etc.
Arc spraying
(1) Atomizing gas (2) Wire-feed control (3) Torch head
(4) Electrically conductive wire (5) Workpiece
Cold SprayingIn cold spraying, the kinetic energy, i.e. the particle velocity, is
increased and the thermal energy reduced. In this way it is possible to
produce spray coatings which are virtually free of oxides.
Cold spraying
This new development became known under the name CGDM (Cold Gas Dynamic
Spray Method).
By means of a gas jet heated to approx. 600 °C at a corresponding
pressure, the spray material is accelerated to > 1000 m/s and brought to
the surface to be coated as a continuous spray jet. The particle jet can
be focused on cross-sections of 1.5 x 2.5 up to 7 x 12 mm. The
deposition rate is 3 to 15 kg/h.
Laboratory investigations show that cold spray coatings have extremely
high bond strengths and are exceptionally dense. Whereas with
traditional thermal spray processes, the powder in the spray process
must be heated to above its melting temperature, the cold spray process
requires a powder temperature of only a few hundred degrees. The
oxidation of the spray material and the oxide content of the sprayed
coating are therefore reduced considerably. Coated substrates reveal no
material changes due to thermal influence.
Applications include automobile industry, anti-corrosion protection and
electronics, for example.
Cold Spraying
(1) Carrier gas (2) Process gas (3) de-Laval nozzle
(4) Supersonic gas stream and spray particles (5) Workpiece
PTAPTA - Plasma Transferred Arc Surfacing with Powder
In the PTA process, the surface of the workpiece is surface melted. A
high-density plasma arc serves as the heat source and the metal powder
as the surfacing material. The arc is formed between a non-consumable
electrode and the workpiece. The plasma is generated in a plasma gas
(e.g. argon, helium or argon-helium mixtures) between the central
tungsten electrode (-) and the water-cooled anode block (+) in the
transferred arc. The powder is supplied to the torch by means of a
carrier gas, heated in the plasma jet and deposited on the workpiece
surface where it melts completely in the melt pool on the substrate.
The entire process takes place in the atmosphere of a shroud gas (e.g.
argon or an argon-hydrogen mixture).
The PTA process facilitates a minimal mixing of base and coating
material (5 - 10 %), a small heat-affected zone, a high deposition rate
(up to 20 kg/h), a true metallurgical bond between the substrate and the
coating - and thus extremely dense coatings - and the flexible use of
alloys.
The surfacing powders most frequently used can be classified as
nickel-base, cobalt-base and iron-base alloys.
Applications include the coating of a wide variety of base materials,
e.g. low-alloyed steel, stainless steel, cast iron, bronze, nickel-base
super-alloys.
 |
PTA - Plasma Transferred Arc (1) Direct current (2) Plasma gas (3) Carrier gas + powder (4) Shroud gas (5) Anode (6) Cathode (7) Water cooling (8) Workpiece |
IndustriesBranches of Industry
 Artificial hip implant
Artificial hip implant
 |
Flame spraying of the legendary Mercedes 300 SL to protect against corrosion. |
 Pump housing
Pump housing
 Axle flange of a truck
Axle flange of a truck
 Gauge for the manufacture of hollow glass
Gauge for the manufacture of hollow glass
 Plasma-sprayed frying pan
Plasma-sprayed frying pan
 Flame spraying of a Kaplan turbine
Flame spraying of a Kaplan turbine
 Fusing of a roll-table roller
Fusing of a roll-table roller
Applications and AdvantagesApplications
Advantages of Thermal Spraying
BENEFITS
Words and pictures from the brochure
LINSPRAY® – Gases and know-how for Thermal Spraying
by courtesy of
Linde GmbH, Unterschleissheim (D)

|
|
| Last updated: 23.08.22 | Home | Copyright (C) 2020 GTS e.V. |